
服务热线
18103314772
手 机:18103314772
邮 箱:jingshizhizao@163.com
地 址:石家庄红旗大街567号元氏天山国际制造园57号
网 址:www.jingshizhizao.com

不锈钢粉末冶金结构件厂家今天就聊一下粉末冶金工艺生产,粉末冶金零件都要根据零件尺寸开模,然后再上机台调试。粉末冶金零件加工公差有个变化范围,在不精整的情况下,一般外形公差千分之3.5内变化,高度公差在0.15毫米内。山西不锈钢粉末冶金结构件烧结后再进行二次精整复压的后外形公差可以在千分之2.5内变化,高度公差在0.1毫米内。但是内外径都有个要求值,一般外径0.02毫米,内孔0.018毫米。所以加工精度要考虑CNC加工或者粉末冶金做出来再加工。

山西不锈钢粉末冶金结构件成型的目的是制得一定形状和尺寸的压坯,并使其具有一定的密度和强度。成型的方法基本上分为加压成型和无压成型。加压成型中应用多的是模压成型。产品的后序处理。不锈钢粉末冶金结构件厂家烧结后的处理,可以根据产品要求的不同,采取多种方式。如精整、浸油、机加工、热处理及电镀。此外,近年来一些新工艺如轧制、锻造也应用于粉末冶金合金齿轮材料烧结后的加工,取得较理想的效果。原料粉末的制备。现有的制粉方法大体可分为两类:机械法和物理化学法。而机械法可分为:机械粉碎及雾化法;物理化学法又分为:电化腐蚀法、还原法、化合法、还原-化合法、气相沉积法、液相沉积法以及电解法。其中应用为广泛的是还原法、雾化法和电解法。坯块的烧结。烧结是粉末冶金工艺中的关键性工序。成型后的压坯通过烧结使其得到所要求的终物理机械性能。烧结又分为单元系烧结和多元系烧结。对于单元系和多元系的固相烧结,烧结温度比所用的金属及合金的熔点低;对于多元系的液相烧结,烧结温度一般比其中难熔成分的熔点低,而高于易熔成分的熔点。除普通烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。
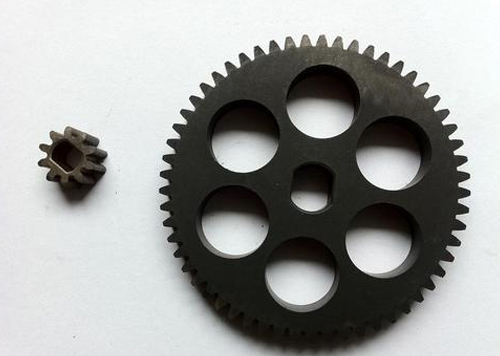
不锈钢粉末冶金结构件厂家在生产粉末冶金齿轮前,我们要先将准备好的原料按质量百分比混合成混合粉(混粉过程加入质量百分比含量为0.1%~1%的润滑剂)。山西不锈钢粉末冶金结构件正式生产中,将粉末的制取是初步处理工序,再经过粉末混合等步骤。因齿轮传动是机械传动中应用极广泛的传动方式,它能保证稳定的传动,具有传动效率高,寿命长的优点。因此,齿轮的生产精度高就很关键,采用钢件加工而成的齿轮存在的不足是加工效率低、成本高、精度低,而粉末冶金齿轮是现代生产制造工艺发展与创新的产物,相较于以往的齿轮零件,在保证基本的齿轮零件作用效果的同时,既能在生产上达到成本更低、效率更高的效果,在使用中也能凭借高精确性使机械获得更好的转动效果,而这就需要在生产加工做到更严格的技术控制。

山西不锈钢粉末冶金结构件通常可以根据不同的性能要求选用不同的齿轮材料来使用。当结构尺寸要求紧凑,耐磨性高时,要采用合金钢。对于受冲击载荷时,轮齿容易折断应选用韧性较好的材料,可选用低碳钢渗碳淬火。不锈钢粉末冶金结构件厂家对于高速闭式传动,齿面易点蚀,应选用齿面硬度较好的材料,可选用中碳钢表面淬火。对于低速中载,轮齿折断,点蚀,磨损均可发生时,应选取机械强度,齿面硬度等综合机械性能好的材料,可选中碳钢调质精切。

不锈钢粉末冶金结构件厂家的粉末冶金注射成型的出现就表示了很多问题都可以迎刃而解了,现在有许多行业的发展受到了粉末冶金注射成型推进,下面就一起来看看粉末冶金注射成型的重要标志。山西不锈钢粉末冶金结构件克服了难熔金属熔铸过程中产生的困难。1909 年制造电灯钨丝,推动了粉末冶金的发展;1923 年粉末冶金硬质合金的出现被誉为机械加工中的革命。三十年代成功制取多孔含油轴承;继而粉末冶金铁基机械零件的发展,充分发挥了粉末制造。冶金少切削甚至无切削的优点。向更高级的新材料、新工艺发展。四十年代,出现金属陶瓷、弥散强化等材料,六十年代末至七十年代初,粉末高速钢、粉末高温合金相继出现;利用粉末冶金锻造及热等静压已能制造高强度的零件。





